Quiz- Section 5 Qualification of Welding Procedures with Filler Metal Additions – CWI Part- 11 Questions
Read Carefully and Take a Test
Section 5 Qualification of Welding Procedures with Filler Metal Additions
5.1 Procedure Qualification
AWS A3.0 defines a welding procedure as “the detailed methods and practices involved in the production of a weldment.” These methods and practices are communicated to the welder in the form of a document referred to as a welding procedure specification. Some codes and standards refer to a welding procedure specification as a “WPS,” but API 1 1 04 does not use that acronym. AWS A3.0 further defines a welding procedure specification as “a document providing the required welding variables for a specific application to assure repeatability by properly trained welders and welding operators.” The welding procedure specification should provide meaningful instructions to the welder for the successful completion of a production weldment.
These definitions set the stage for a detailed discussion of welding procedure qualification, which involves:
(a) Qualifying a welding procedure by testing to prove that welds with suitable mechanical properties can be made by the procedure.
(b) Documenting the results of the procedure qualification test.
(c) Establishing conditions under which requalification of the welding procedure by testing is required.
Note that Section 5 covers only manual and semi-automatic welding using filler metal additions; mechanized welding with filler metal additions is addressed in Section 1 2, while automatic welding without filler metal additions is addressed in Section 1 3 of the standard.
5.2 Record
Subsection 5.2 requires the company to record the complete details of each procedure qualification and to keep that record as long as the welding procedure specification is in use. The record of the procedure qualification is the record of the pipe grade and wall thickness, as well as all of the other required welding variables, used to weld the test coupon; this record also includes the results of the tests (tension, bends, and/or nick breaks) performed. Some codes refer to this document as a procedure qualification record or “PQR,” although API 1 1 04 does not use that term. API 1 1 04 provides sample forms for this purpose. Figure 2 on page 1 1 shows a Sample Coupon Test Report, which can be used to document the results of the procedure qualification test. When the form is used in this manner, the box on the left side of the form, in the middle of the page, labeled “Procedure,” should be checked. This form can be referred to as either a “Coupon Test Report” (“CTR”) or a “Weld Test Report” (“WTR”), although API 1 1 04 does not use these terms.
Figure 1 on page 1 0 is a Sample Welding Procedure Specification Form. The contents of this form are dictated by paragraph 5.3.2 of API 1 1 04.
5.3 Welding Procedure Specification and 5.4 Essential Variables
These subsections list the variables and the ranges thereof required to be specified on a welding procedure specification. Paragraph 5.3.2 describes the variables that must be listed on the welding procedure specification and paragraph 5.4.2 identifies which of those variables are essential variables and the ranges permitted on the welding procedure specification for each of those essential variables.
There are some variables that are listed in paragraph 5.3.2 that are not listed in paragraph 5.4.2. Paragraph 5.4.1 states of those variables, “Changes other than those given in 5.4.2 may be made in the procedure without the need for requalification, provided the welding procedure specification is revised to show the changes.” In other words, the variables that are listed in 5.3.2 that are not listed in 5.4.2 are not essential variables and may be changed by a simple editorial revision of the welding procedure specification. However, in all cases, the welder must ALWAYS weld within the ranges of all of the variables specified in the welding procedure specification.
In the discussion that follows, each variable in 5.3.2 will be described, followed by a reference to the corresponding provision in paragraph 5.4.2 if it is an essential variable. If it is an essential variable, the range qualification rule from 5.4.2 will be explained. Variables listed in 5.3.2 but not listed in 5.4.2 will be so identified. Some codes and standards refer to these types of variables as “nonessential” variables, but API 1 1 04 does not use that term.
5.3.2.1 Process – States the welding process or processes to be used shall be identified and whether they are manual, semiautomatic, mechanized, or automatic.
Paragraph 5.4.2.1 indicates that this is an essential variable.
5.3.2.2 Materials – The materials to which the procedure applies shall be identified by SMYS. The materials may be grouped; but to achieve a “group” qualification, the procedure shall be qualified on the highest SMYS material in that group, resulting in qualification for that SMYS material and all pipe grades below it in that particular group. SMYS groupings are provided in paragraph 5.4.2.2 as follows:
a) SMYS ≤ 42,000 psi.
b) 42,000 psi < SMYS < 65,000 psi.
c) For pipe having a SMYS of 65,000 psi or greater, each pipe grade shall receive a separate qualification test.
For example, qualification on API 5L Grade X42 pipe would qualify for welding Grades X42, B, A, and X25 pipe. Furthermore, qualification on API 5L Grade X56 pipe would qualify for welding Grades X56, X52, and X46, but not Grade X60 because Grade X60 is a higher SMYS grade than that used for qualification. Qualification on API 5L Grade X70 would only qualify for welding Grade X70 pipe. However, a welding procedure specification for API 5L Grade X70 pipe could be used for welding Grade X70 to Grade X56 pipe (see paragraph 5.4.2.2).
Paragraph 5.4.2.2 indicates that a change in the base material, group, or SMYS, as applicable, is an essential variable.
5.3.2.3 Diameters and Wall Thicknesses – The welding procedure specification shall specify the range of outside diameters (ODs) and wall thicknesses that may be welded.
API 1 1 04 provides suggested groupings for outside diameters and wall thicknesses in paragraphs 6.2.2 d) and e), respectively. The OD groups are:
(a) OD less than 2.375 inches.
(b) ODs from 2.375 through 1 2.750 inch.
(c) ODs greater than 1 2.750 inches.
`
The wall thickness groups are:
(a) Wall thickness less than 0.1 88 (3/1 6) inch.
(b) Wall thicknesses from 0.1 88 (3/1 6) inch through 0.750 (3/4) inches.
(c) Wall thicknesses greater than 0.750 (3/4) inches.
Paragraph 5.4.2.5 indicates that a change from one specified wall thickness range to another is an essential variable. Outside diameter is not listed in paragraph 5.4.2, so it is not an essential variable.
5.3.2.4 Joint Design – The welding procedure specification must provide a sketch showing the angle of the bevel, the size of the root face, the root opening, as well as the shape and size of fillet welds. If a backing material is used, the type shall be identified.
Paragraph 5.4.2.3 states that a major change in joint design is an essential variable, but a minor change in the angle of the bevel or the size of the root face is not. These definitions are vague, at best.
5.3.2.5 Filler Metal, Flux, and Number of Beads – The size (diameter) and AWS classification number of the filler metal and flux must be identified. In addition, the number and sequence of beads shall be listed.
This means that the welding procedure should be developed by welding a coupon using the smallest number of beads possible; then, as a result, the welding procedure generated can specify a weld schedule having that number of beads or greater.
Paragraph 5.4.2.6 states that a change from one filler metal Group Number in Table 1 to any other Group Number is an essential variable. It is important to restate here that API 1 1 04 uses a different grouping system for electrodes than the F-Numbers used by AWS and the rest of the welding world. API 1 104 uses Group Numbers, which are different than F-Numbers. So a SMAW procedure specification qualified by welding a coupon with an E601 0 electrode could list E601 0, E601 1, E701 0, and/or E701 1 electrodes because these are all Group No. 1 electrodes. However, a SMAW procedure qualified by welding a coupon with an E701 8 electrode could not list E601 0 or E701 0 or E801 0 electrodes because E701 8 electrodes are Group No. 3 electrodes while the E601 0, E701 0, and E801 0 electrodes are Group No. 1 and No. 2 electrodes. For Group No. 1 through Group No. 3, any change in suffix designator is an essential variable. Also, for any filler metal with a G suffix only, a change in the manufacturer or trade
name is an essential variable.
Furthermore, paragraph 5.4.2.6 states that, for welding pipe having a SMYS of 65,000 psi or higher, a change in the electrode classification is an essential variable. So, for welding a Grade X70 pipe with SMAW, a change in electrode classification from E801 6 to E801 8 requires requalification, even though the specified minimum ultimate tensile strength of the weld deposits made by these two low-hydrogen electrode classifications is the same.
Also, the general note at the bottom of Table 1 states that electrodes, filler metals, and fixes other than those listed can be used, but each would require a separate qualification. This includes commonly used higher-strength SMAW electrode classifications, such as E901 5 or E1 001 8.
Filler metal size (diameter) is not listed in paragraph 5.4.2 and, therefore, is not an essential variable.
5.3.2.6 Electrical Characteristics – The type of current used shall be identified. Specify either alternating current (AC) or direct current (DC). For DC, the polarity must be identified as well. Either reverse polarity [electrode positive or (EP)] or straight polarity [electrode negative or (EN)] must be listed. A range of voltage and current values must also be specified for each size and type of electrode or filler metal to be used. Typically, the amperage and voltage ranges should provide reasonable flexibility for the welders while being narrow enough to ensure the production of an acceptable weld. The inspector should always verify that these ranges are consistent with the manufacturer’s recommendations.
Paragraph 5.4.2.7 states that a change in current type or polarity is an essential variable. However, changes in the voltage and current ranges are not essential variables.
5.3.2.7 Flame Characteristics – For oxyacetylene welding, designate the type of fame being used. Three options exist. They are:
(a) Carburizing (also referred to as reducing fame), in which an excess of acetylene results in unburned acetylene at the tip of the fame that can deposit carbon on or “carburize” the surface of the base metal.
(b) Oxidizing, in which an excess of oxygen results in unburned oxygen at the tip of the fame that can oxidize the surface of the base metal.
(c) Neutral, in which there is no unburned acetylene or oxygen at the tip of the fame. Also, the size of the orifice in the torch tip must be specified for each size of rod or wire. The inspector should always verify that tip sizes and gas pressures are within manufacturers’ recommendations.
This variable is not listed in paragraph 5.4.2 and, therefore, is not an essential variable.
5.3.2.8 Position – Designate whether the pipe is rolled or fixed during welding (roll or position welding).
Paragraph 5.4.2.4 states that a change from roll to a fixed position, or vice versa, is an essential variable.
5.3.2.9 Direction of Welding – Designate whether welding is to be performed in the uphill or downhill
direction. Sometimes this is referred to as the “progression” of welding.
Paragraph 5.4.2.9 states that a change in the direction of welding is an essential variable.
5.3.2.1 0 Time Between Passes – The maximum time between the end of the root bead and the start of the second bead (hot pass) must be specified as well as the maximum time between the completion of the second bead (hot pass) and the start of other beads.
Paragraph 5.4.2.8 states that an increase in the time between the end of the root bead and the start of the hot pass is an essential variable. If the welding procedure is qualified by welding a coupon in which the hot pass is begun 1 0 minutes after the completion of the root bead, the welding procedure specification should state, “Ten minutes, maximum, permitted between the end of the root bead and the start of the hot pass.” Obviously, it could state a length of time shorter than ten minutes may pass between the end of the root bead and the start of the hot pass, but it could NOT state a period of time longer than ten minutes. This is an ingenious way to control the inter pass temperature for the hot pass, as generated by the root pass, during field welding
The time between the completion of the hot pass and the start of other beads is not listed in paragraph 5.4.2, so this is not an essential variable and, although it is required to be listed on the procedure specification, it may be changed to any value by a simple editorial revision of the procedure specification without requalification by testing.
5.3.2.1 1 Type and Removal of Lineup Clamp – Specify whether a lineup clamp is required, and if so, what type (external or internal) is to be used and how much of the root bead must be deposited before the clamp is released. Typically, a prescribed amount of the joint must be welded before removing the clamp so that the partially welded joint is not subject to undue stress prior to completion of the weld.
This variable is not listed in paragraph 5.4.2 and, therefore, is not an essential variable.
5.3.2.1 2 Cleaning and/or Grinding – Describe whether hand tools or power tools are to be used when cleaning or grinding is necessary. This applies to pre-weld cleaning, inter-pass cleaning, and post-weld cleaning.
This variable is not listed in paragraph 5.4.2 and, therefore, is not an essential variable.
5.3.2.1 3 Preheat and Postweld Heat Treatment (PWHT) – For preheat, specify the minimum required temperature at the start of the weld, the minimum temperature below which preheat is required, and the method of preheating required. For PWHT, specify the temperature range, the time at temperature, the method of heating, and the temperature control methods used to measure the temperature.
Paragraph 5.4.2.1 3 states that a decrease in the minimum preheat temperature is an essential variable. As a result, if a welding procedure is qualified by welding a test coupon at 70 °F, using this welding procedure specification when the temperature outside is 50 °F would require the welder to heat the joint to 70 °F before welding, regardless of pipe grade.
Paragraph 5.4.2.1 4 states that the addition of PWHT or a change in the range of values for the time, temperature, or technique specified in the welding procedure specification are all essential variables.
5.3.2.1 4 Shielding Gas and Flow Rate – The composition of the shielding gas and the range of flow rates permitted shall be specified.
Paragraph 5.4.2.1 0 states that a change in the nominal composition of the shielding gas is an essential variable. In addition, an increase or decrease in the flow rate of more than 20 % of the nominal value is also an essential variable.
5.3.2.1 5 Shielding Flux – The type of shielding flux must be specified. This variable only applies to submerged arc welding (SAW).
Paragraph 5.4.2.1 1 refers the reader to Table 1, footnote a for changes in shielding flux that constitute essential variables. Table 1, footnote a applies to Group No. 4 filler metals, which are those for SAW. This footnote states that any combination of electrode and flux can be used to qualify a welding procedure specification and that the combination is identified by its complete AWS classification, which, by definition in AWS Specifications A5.1 7, specifies both the flux and the electrode. Only substitutions that have the same AWS classification (for both flux and electrode) can be used without requalification.
So, if the welding procedure was qualified by welding a test coupon using a SAW consumable whose AWS classification was F7A0-EL1 2, any flux with the “F7A0” designation could be used with that welding procedure specification, whether it was made by the same manufacturer as that used on the test coupon or not. Conversely, the use of a flux whose AWS classification is different from that used during qualification would require the requalification of the welding procedure by testing.
5.3.2.1 6 Speed of Travel – The range for speed of travel for each pass must be specified on the welding procedure specification, but this range is defined by the range(s) of travel speed(s) used on the test coupon used to qualify the welding procedure.
Paragraph 5.4.2.1 2 states that a change in the range for speed of travel is an essential variable. This means that if the test coupon was welded at 1 0 inches per minute, only 1 0 inches per minute can be specified on the welding procedure specification. Fabricators must realize that test coupons for qualifying welding procedures must be welded using a range of travel speeds to allow a range of travel speeds to be permitted on the welding procedure specification.
5.3.2.1 7 Method of Cooling After Welding – When controlled cooling from the welding operation is used, the welding procedure must specify the method used (e.g., water) and the maximum temperature at which the cooling is applied.
This variable is not listed in paragraph 5.4.2 and, therefore, is not an essential variable.
5.5 Welding of Test Joints – Butt Welds
For qualifying a welding procedure for making butt welds (sometimes referred to as girth or circumferential welds), a butt weld shall be made joining two pieces of pipe. Notice that a butt weld procedure is only qualified for making butt welds. For making fleet or branch connection welds, a separate welding procedure must be qualified.
5.6 Testing of Welded Joints – Butt Welds
Paragraph 5.6.1 gives directions for the preparation of the test coupons. The welded test joint is to be cut into sections, as shown in Figure 3 on page 1 8. Table 2 on page 1 9 gives the number of required specimens. Figure 3 and Table 2 should be used in tandem, along with 5.6.1, for procedure qualification testing requirements.
Figure 3 illustrates the locations from which test specimens shall be removed for procedure qualification testing. It contains four-pipe illustrations, each representing a different range of pipe diameters. Think of each illustration as a clock face. For pipe diameters greater than 4.5 inches, the pipe is big enough that specimens can be removed from four locations approximately 90 degrees apart: at the two, four, eight, and 10 o’clock positions. At each location, arrows outside the pipes indicate the locations where the required specimens shall be taken. For pipes smaller in diameter than 4.5 inches, there is simply not enough room to remove samples from four locations 90 degrees apart, so the illustrations indicate that the specimens should be removed from the two and eight o’clock locations instead. In no case shall the specimens be removed from the area of the pipe containing the longitudinal (long seam) weld. Footnote an of Table 2 and paragraph 5.6.1 identify that for diameters less than 2.375 in. with a wall thickness of 0.500 in. or less, two test welds are required to provide the required number of nick break and root been specimens. The same note of Table 2 and Note 2 of Figure 3 specify that for pipe of 1 .31 5 in. diameter and smaller, one full section tension specimen is tested.
Notice that footnote b of Table 2 states that no tension tests are required for pipes having a SMYS of 42,000 psi or less. For such a low-strength pipe, it is not even necessary to determine the tensile strength of the tested coupon – only nick break tests and bend tests are needed.
One other feature to notice about Table 2 is that side bend tests are required in lieu of face and root bend tests when the wall thickness is greater than 0.500 inches. This is because heavier wall pipes can require significantly more force to bend the specimens in the face and root orientation. For thicker pipe, the use of side bend specimens 1 /2 inch wide by the wall thickness thick (see Figure 9 on page 24) allows the thicker pipe to be more easily tested in a field setting. All welding qualification codes have a thickness above which side bends are permitted in lieu of face and root bends. For ASME Section IX and AWS D1 .1, that thickness is 3/8 inch. For API 1 1 04, that thickness is 1 /2 inches.
Subsection 5.6 discusses these specimens and tests in detail, describing the preparation of the specimens, the test methods, and the acceptance criteria for each. The discussion refers the reader to Figures 4 through 9 on pages 20 through 24.
Tensile strength test requirements are given in paragraph 5.6.2. Tension specimens are approximately 9 inches long by about 1 inch wide. They are required to be full-thickness specimens and they may be made to either one of the two configurations shown in Figure 4 on page 20. Note that weld reinforcement is not removed when testing a specimen prepared according to Figure 4 a). However, Figure 4 b) provides an option of removing a full-thickness specimen with a reduced width section, in which case the removal of weld reinforcement is optional.
The specimens shall be broken in any device capable of measuring the load at which failure occurs
The tensile strength of the weld shall be no less than that specified for the base metal. If the specimen fails in the weld metal, then the fracture surface must also meet the requirements of paragraph 5.6.3.3, which is the criteria for evaluating the fractured surface of a nick break specimen. If the specimen fails in the pipe material and produces a tensile strength not less than 95 % of that specified for the pipe material, the test is acceptable.
Testing of nick break specimens is described in paragraph 5.6.3. The term “nick break” refers to the hacksaw notch or “nick” cut into each edge of each transverse specimen, such that the reduction of the overall cross-section of the specimen helps facilitate the fracture. These specimens are to be approximately 9 inches long by about 1 inch wide and are shown in Figure 5 on page 21. The specimens may be broken by any convenient method, which may include pulling them apart using a tension-testing machine or hitting one end with a hammer while holding the other end.
Figure 6 on page 22 is a schematic of the exposed surface of such a specimen after breaking and it defines the directions in which discontinuity length, depth, and separation are to be measured.
The exposed weld metal surfaces of a nick break specimen must show complete fusion and penetration. The maximum permitted pore size is 1 /1 6 inch and the combined area of all acceptable pores shall not exceed 2 % (1 /50th) of the fractured surface area. Slag inclusions shall not exceed 1 /32 inches in depth and shall not exceed the lesser of 1 /8 inch or one-half the specified wall thickness. There shall be at least 1 /2-inch separation between the edges of adjacent acceptable slag inclusions.
Root and face bend testing is described in paragraph 5.6.4. These specimens are approximately 9 inches long by roughly 1 inch wide and are shown in Figure 7 on page 22. They may be machine or oxygen cut. A maximum corner radius of 1 /8 inches is permitted in order to help prevent corner cracks that could originate from the rough-cut corner rather than from flaws in the weld. In addition, the reinforcement on both the face and root surfaces is required to be removed flush with the surface of the specimen prior to bending in order to maintain smooth and consistent contact with the contour of the plunger. The bend test jig is shown in Figure 8 on page 23, which shows that the radius of the plunger is the same for all pipe grades.
The maximum few sizes permitted on the convex surface of a bent specimen is the lesser of 1 /8 inch or one-half the specified wall thickness. Corner cracks that are less than ¼ inch shall not be considered unless they contain obvious weld-related imperfections. In that case, the maximum 1 /8-inch few sizes apply.
Side bend testing is described in paragraph 5.6.5. The side bend test is similar to the root and face bend tests, except that the specimens are bent such that one side of these transverse specimens becomes the convex surface instead of the face or root surfaces. The specimens are to be approximately 9 inches long by about 1 /2 inches wide and are shown in Figure 9 on page 24. The remainder of the preparation details, the method of testing, and the acceptance criteria are similar to those for face and root bends.
5.7 Welding of Test Joints – Fillet Welds
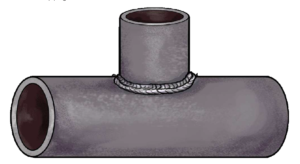
Figure 1 0 on page 25 illustrates the two options for qualifying fillet weld procedures. One option is a branch connection weld (see Study Guide Figure 5.1 on the previous page), assembling two pipes in the form of a T; the other is a socket-weld configuration (see Study Guide Figure 5.2 below), where the end of one pipe is inserted into the end of a slightly larger pipe to create a lap joint.

5.8 Testing of Welded Joints – Fillet Welds
Paragraph 5.8.1 describes the details of fillet weld testing. Regardless of the test joint configuration selected, qualification of fillet weld procedures requires four nick break specimens to be removed from the welded coupon at 90° intervals (see Figure 1 0 on page 25).
Figure 1 1 on page 25 shows schematics of the nick break specimens. When a branch connection weld is used, two of the four nick break specimens must be removed from the 90° intersection areas, or “crotches,” of the joint (shown in the bottom right corner of page 25) and two must be removed from the tangential area (shown in the bottom left corner of page 25). Due to the large amount of reinforcement that can be present in these welds, the cut edges of all four specimens are subject to fame cut at the weld edge to narrow the specimen width to ensure failure in the weld in addition to the hacksaw cut (nick) made in the weld direction on the weld face. In the nick break specimens removed from the socket weld, no fame cut is used and the hacksaw cut (nick) in the weld is on the sides of the specimen (not the weld face) and is shown in the top right corner of Figure 1 1 on page 25.
The specimens should be about 1 inch wide and long enough that they can be gripped to be broken. As with the butt joints, if the pipe OD is smaller than 2.375 inches, two pipe joints may be needed to obtain the required number of specimens. In this case, two specimens shall be removed from each of the two test welds.
Paragraph 5.8.2 states that the specimens may be broken by any convenient method.
The acceptance criteria for these specimens is given in paragraph 5.8.3 and is exactly the same as that for nick break specimens used to qualify butt weld procedures in paragraph 5.6.3.3.